



11
2025
-
07
对瑞典∅ 50毫米十字钎头的剖析
国际上享有一定声誉的瑞典钎头,其寿命比国内凿岩钎头水平一般高出1-2倍。随着高效大功率凿岩机的使用,钎头体早期报废的情况愈加严重
前言
目前国内凿岩钎头寿命较国际先进水平仍有相当大的差距。例如国际上享有一定声誉的瑞典钎头,其寿命比国内凿岩钎头水平一般高出1-2倍。随着高效大功率凿岩机的使用,钎头体早期报废的情况愈加严重,如何提高钎头体的强度,耐磨性和断裂韧性,消除渗碳层剥落等,已成为急待解决的问题。
我们对∅50毫米十字型波形螺纹联接的硬质合金钎头进行了现场凿岩试验(报废钎头外貌见图1)。钻机类型为YG-80型凿岩机,穿凿矽化石英砂岩和磁铁矿,钎头寿命较我矿使用的国内同类型钎头寿命高1-2倍。
为了深入了解钎头的组织结构及其与质量的关系,我们对钎头材质做了金相组织、化学成份和部份物理机械性能的检验,并选用类似钢材进行了组织结构模拟工艺试验,获得了近似的结果,并将瑞典钎头的剖析结果与自己的模拟试验结果作了综合阐述、仅供有关方面参考。
对瑞典钎头体的分析
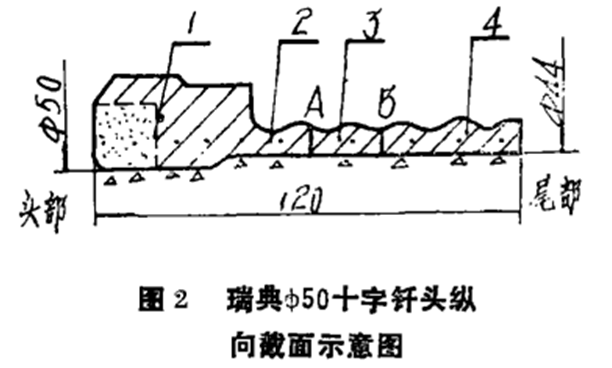
我们将钎头纵向剖开(纵向截面见图2)作了以下检验:
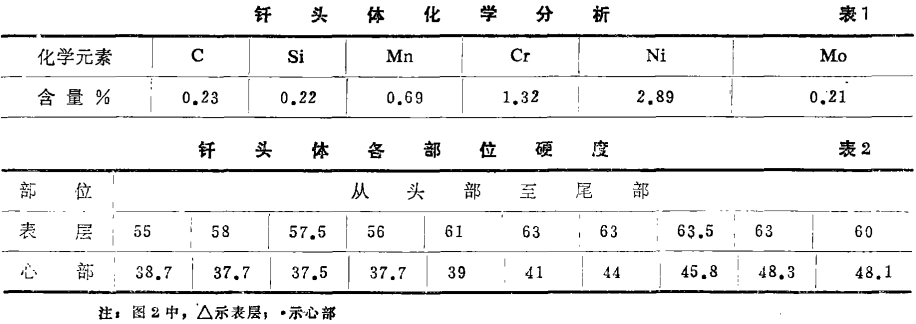
1.化学成份分析
钎体材质的化学成份分析结果列于表1。
(二)硬度测定
钎体各部位硬度测定结果列于表2(测硬度的部位及标记见图2)。
(三)显微组织及显微硬度
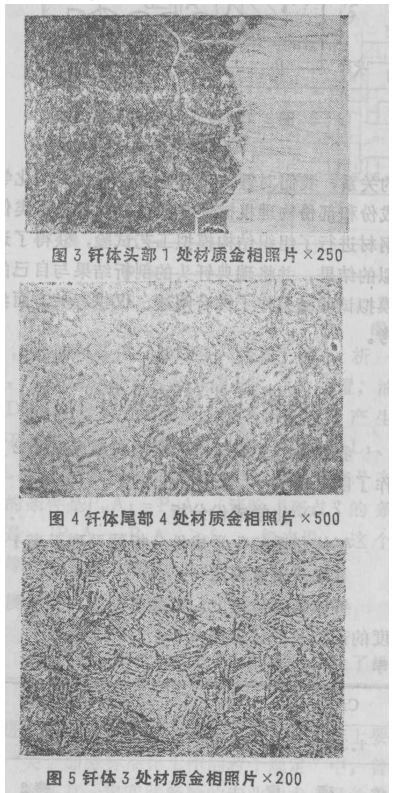
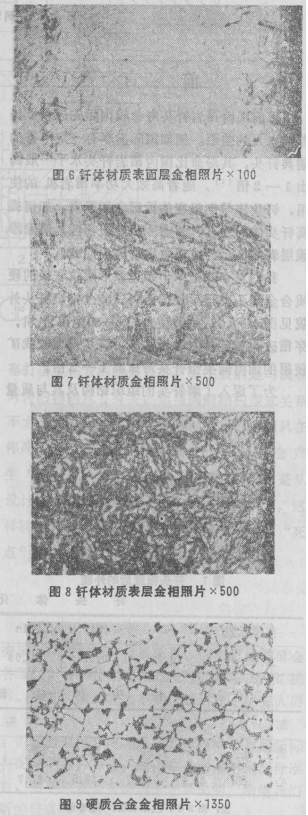
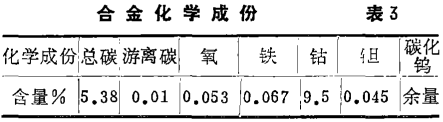
1.钎体内部组织(鉴定部位见图2),从头部至尾部共分四个部位,标有数字。头部1处为板条状马氏体十上贝氏体(见图3右部)随着向尾部方向移动,上贝氏体减少,板条贝氏体增多,至2处已基本上变为板条马氏体十板条贝氏体。尾部4处为板条马氏体十板条贝氏体(见图4)。3处的实际晶粒度为7级(见图5)。
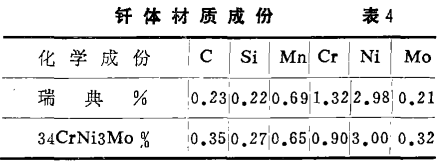
2.从表面到心部的组织,在尾部B处,由表面向心部进行检查,外表面的组织(经轻腐蚀后)为渗碳层(见图6),渗层厚一毫米。表面有一层贝氏体(黑色),向里是马氏体(白色)。白色层的显微硬康Hv739(Rc62.5)。靠近马氏体区的过渡区(见图7),灰色细针状是马氏体,黑色是下贝氏体(Hv459)。钎头中部表面深腐蚀后的组织(见图8)为粗大马氏体十大量残余奥氏体。
瑞典钎头配用硬质合金及其钎焊情况
(一)合金化学成份
硬质合金刀片从钎体上取下后,用汽油、酒精洗涤于净,然后破碎成粉末(-180目筛)取样化学分析,其结果列于表3。
(二)合金物理性能
合金刀片进行了三项检验:比重14.51克/厘米³;硬度(HRA)87.8;磁力85(奥斯特)。
(三)合金组织结构
孔隙度<0.1%无石墨夹杂,碳化钨平均晶粒度为3.0微米,且晶粒分布较均匀,钻无局部集中现象,属二相粗粒钨钻合金(见图9)。
(四)合金钎焊质量
总的看来,钎焊质量良好。钎料(铜镍钎料)沿着晶界向钎体内部扩散,合金刀片与镶槽底部间隙很小(约0.05-0.07毫米),两侧间隙较大(单侧钎缝0.3~0.35毫米),发现有少量气孔。
模拟试验
为了深入了解瑞典的钎头制造工艺,我们选用与瑞典钎体化学成分相似的34CrNi3M0钢进行了组织结构模拟试验。
(一)34CrNi3M0化学成份(见表4)
(二)热处理工艺
1.930℃固体控制渗碳,渗层一毫米,含碳0.9~1.0%;
2.1100℃盐炉加热油淬。
经热处理后得到如下结果:
1.表层渗碳后,由于在1100℃盐炉中加热,使渗层扩散,过渡区梯度减缓,含碳约为0.7%。
2.得到了与瑞典钎体材质相近似的金相组织一粗大马氏体+大量残余奥氏体,晶粒度为七级左右。
3.表层硬HRC55-60,稍低于瑞典钎体硬度。其原因可能是因盐炉加热时,有轻微脱碳现象。
几点看法
通过对瑞典钎头的剖析和我们的模拟试验,提出以下几点初浅看法:
(一)瑞典钎头体选用的是一种高强韧钢,金相组织基本上是板条状马氏体+板条状贝氏氏体。板条状马氏体具有高的强度,良好的韧性和可焊性,且热处理变形小,这对钎头体来说是完全必要的。
(二)渗碳后采用1100℃高温加热,使渗碳层扩散,渗层碳浓度降低为0.7~0.8%,过渡区碳的梯度减缓,既保证了钎头体表面的耐磨性,又可防止渗碳层的剥落和掉块。
(三)采用1100℃高温淬火可提高钢的断裂韧性。因为高温淬火可使残余奥氏体增多且分布于马氏体周围,包围着马氏体,并减少了李晶马氏体。
(四)由于瑞典钎头体表面层耐磨,内部强韧,使钎头体处于最佳状态。加之钎头钎焊质量好,又选配了韧性好且耐磨的粗晶粒硬质合金,这是瑞典钎头质量高、寿命长的重要因素。

上一篇
下一篇
上一篇
下一篇
相关资讯

暂无数据







