



26
2025
-
07
解决钎头胀裤问题的途径及建议
钎梢与锥孔的配合精度、钎梢与孔壁之间的密合程度、装卸钎头的方式、合理的钎头修规范、凿岩工技术熟练程度等,这属于使用技术方面的问题。
胀裤的发生,首先涉及到岩性,凿岩设备、风压、轴推力等,这属于合理选择钎头,使之与工作条件相适应的问题,实质上是钎头品种的系列化问题。其次,涉及到破岩效率(纯钻速高低),裤体几何结构、钎头壳体钢材的强度,这是由钎头几何结构、材质和制造工艺所决定的钎头本身的质量问题。最后也涉及到钎梢与锥孔的配合精度、钎梢与孔壁之间的密合程度、装卸钎头的方式、合理的钎头修规范、凿岩工技术熟练程度等,这属于使用技术方面的问题。
根据使用部门反应的意见,结合我们对小钎头的试验研究,参考国内外的先进经验,为解决钎头的胀裤问题和提高整个钎头的质量水平,必须解决下述四个方面的问题。
一、逐步实现钎头品种的系列化
按照不同的炮眼直径、不同的岩石和凿岩设备,设计不同类别的专用钎头,使钎头品种实现系列化,这是发挥设备和钎头潜力的根本途径,也是解决胀裤问题的根本途径。国产钎头品种的单一化,是距离国际先进水平的主要差距之一。以沈阳的几家钎头生产厂为例,除直径有少数几个常用品种外,形状、材质、工艺基本上仍沿袭苏联50年代中期的产品。其它厂家多数也仍在大批生产苏式老一字形钎头。由于产品比较单一,同种钎头,必须发往不同的用户。用户无法选择,只好不分条件勉强使用。例如:沈阳冶金机械修造厂生产的∅40毫米普通一字形钎头(55#钢,G15合金片),在华铜矿f=10~12的花岗岩中,用01-30凿岩机,裤口胀裤值可控制在1.36毫米以内,正常报废率高,平均寿命可达70米,残留刃高降到了6.65毫米,反应较好。但同种钎头,在樱桃圆铁矿f=16~18的含铁石英岩中,用YT-25型凿岩机,胀裤极为严重,垫铁片多至四个,大部分提前报废,矿方反应钎头质量问题十分强烈。显然,不解决系列化的问题,将造成时间、人力和物力的巨大浪费。
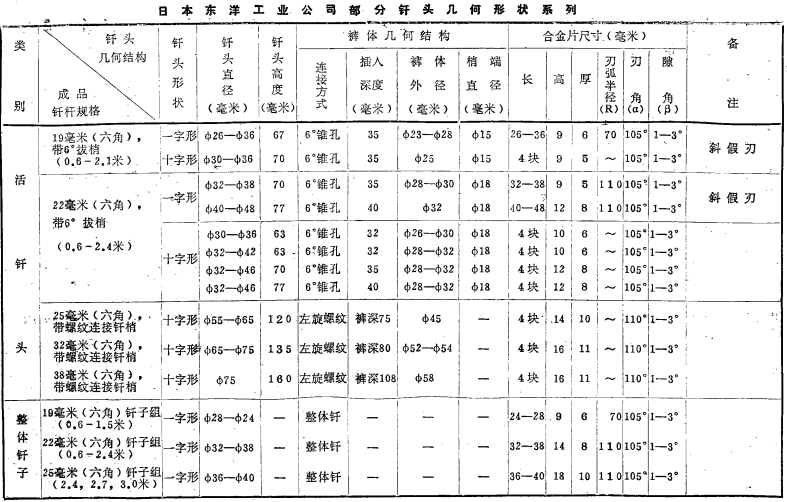
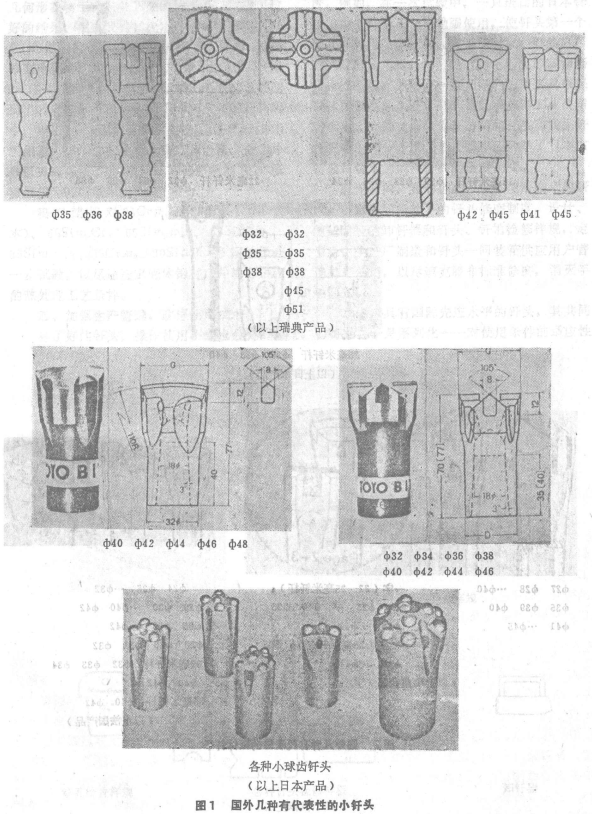
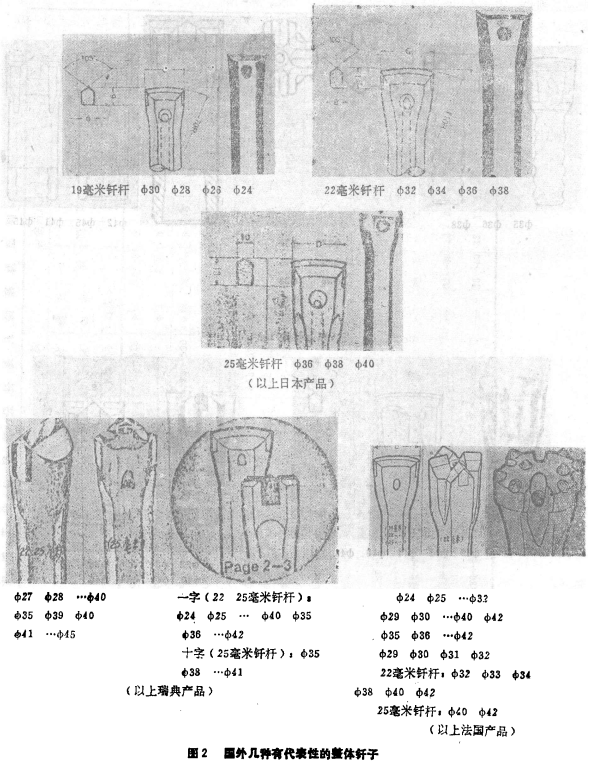
西方先进工业国家,根据岩石软硬、凿岩机械类型和需钻炮眼的大小,使它们的钎头和整体钎子的生产,全部实现了标准化、系列化。下表是日本东洋工业公司的部分钎头几何形状系列。图1和图2列举了日本,瑞典和法国几种有代表意义的小钎头和整体钎子,可供我们参考。
根据我国小钎头生产的现状,我们建议从常用的直径40毫米的钎头入手,按照不同的岩性和凿岩设备,精心设计一批钎头,经过反复试验,逐步定型,并扩大为系列。一字形钎头可首先考虑斜假刃、马蹄形和厚刃三种类型(参阅《硬质合金》杂志总第10期),力争在近期内逐步淘汰传统的苏式老一字形钎头;十字形钎头可仿日本、瑞典的同类产品设计,首先满足凿岩台车的需要。近几年来,国外球齿钎头在某些岩石中显示了突出的优点,品种系列也不少,并出现了小直径球齿钎头。我们也应加紧工作,在大大提高钎头和钎钢寿命的基础上,还必须加速整体钎子的研制工作。
二、改进钎头的几何结构
合理的几何结构,直接决定破岩效率的高低,并对钎头使用寿命产生重大影响。苏式老一字形钎头所钻眼孔不圆,排粉不良,易于圆柱化变形,几何形状的恒定性不好,裤体几何结构不合理,易于胀裤。因此,这种钎头有三个致命弱点:所钻炮眼质量差(不够圆直)钻速低,寿命短。从克服胀裤方面讲,日本、瑞典的细长梢孔的斜假刃、十字形和马蹄形小钎头所钻眼孔圆直,排粉效率高,穿孔速度快,减少了无益功损耗,也就改善了裤体的受力状况。同时,它们的裤体结构也比较合理。以日本锥孔连接的小钎头为例:一律采用6°锥角,钎梢插入深度约40毫米,裤底作成弧形,锥孔内壁加有精制的铜质衬垫。而苏式老一字形钎头采用7°锥角;插深在30毫米以内;端无直壁过渡的足够的空顶间隙,裤底呈尖角形,锥孔壁不加衬垫。和苏式钎头比较,日本钎头的这种裤体结构具有下述优点:1.裤壁厚薄较为均匀,对冲击能量的吸收更为合理,改善了裤口部分的受力状况。2.梢壁接触面积大,接触紧密程度高,塑性衬垫能吸收冲击能,并免除裤壁直接被挤压,这就大大改警了裤体受力条件。3.自锁性能和对中性能好,梢端直径较大,衬垫增加摩擦,故连接紧密不员脱钎、不易断梢。上钎头时也勿须用力空击。实践证明,这种结构为克服胀裤和延长钎头寿命创造了良好条件。以日本三菱公司的∅37毫米中空十字钎头为例,在华铜矿f=10~12的花岗岩中,用01-30凿岩机可工作12个磨次,残留刃高达4.10毫米(新合金片高12毫米),纯钻速高达25.35厘米/分,总进尺129.6米,眼孔圆直,开眼顺利,工作稳定,测量不出胀裤值,凿岩工反应很好。
三、改善亮体材质和制造工艺
迄今为止,国产钎头壳体仍多采用45#、55#40Cr钢。普通的工艺流程是,热锻成型、机械加工、高频焊片后空冷。实践表明,这些钢种不适应钎头的恶劣工作条件,在强度和耐磨性方面不能很好保持钎头几何形状的恒定性,限制了钎头寿命的提高。
为解决坚硬岩石中钎头的胀裤问题,我们曾建议用95Crmo钢取代上述钢种。在原有几何形状和工艺条件不变的情况下,取得了较好的结果。根据我们和沈冶厂的试验资料,95Crmo钢制的∅40毫米普通一字形钎头,壳体空冷硬度Rc可达40~42,在鞍山钢铁公司f=16~18的含铁石英岩中,裤口胀裤值控制到了0.56毫米。在华铜矿f=10~12的花岗岩中,用YT-25型凿岩机,创造了进尺94.9米的纪录;平均修磨次数达到13.7磨次;合金片残留刃高降低了6.4毫米;胀裤影响消失,胀裤值仅为0.13毫米。
我们建议对95Crmo、95SimnCr(日本)、65SimoCr、65Simnmov、55Simnmo、35Simnmov、35Crmo、30SimnCr等钢种作进一步试验,以尽速选定壳体钢材,并确定相应的热处理工艺条件。
四、加强生产管理,改进使用技术
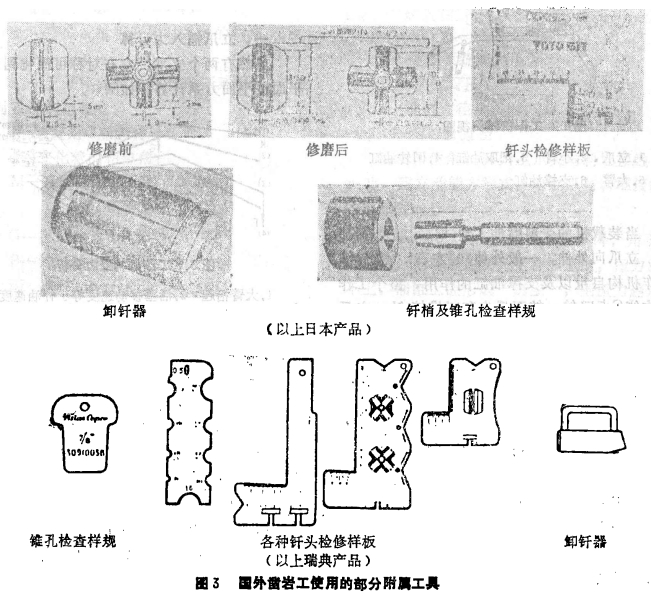
有了好的钎头,操作使用不当也会提前报废。例如,在一次试验中,一只进口的日本钎头,由于钎梢不合格勉强使用,使钎头第一个磨次即掉角报废。各先进工业国家,钎头出厂都规定有使用条件和一整套详尽的装卸、修磨及检查制度,并附有一套相应的附属工具来保证这些制度的执行。图3是日本东洋工业公司和瑞典山特维克公司为该公司的钎头和成品钎杆提供的部分附属工具。图中还列举了日本古河公司规定的两种钎头的修磨制度。
毫无疑问,我们也必须加强使用技术的研究,制定不同条件下的钎头修磨制度,设计,制造新型的卸钎器和钎头、钎梢检修样规,定型后由生产厂制造和钎头一同装箱供应用户普遍推广使用,以尽速克服非标准修磨,消灭手唾卸钎。
总之,具有国际先进水平的钎头,其共同的特点:一是系列化-对使用条件的适应性强;二是几何结构比较合理-破岩效率高,几何形状的恒定性好,有利于发挥合金片的潜力,延长钎头寿命;三是材质优良,制造工艺比较合理-壳体一般采用经过严格挑选的合金钢,再加以适当的热处理,具有理想的强度。钎刃采用韧性、硬度均高的超硬合金,并用先进的焊接材料和焊接方法,因此耐耐用,钎头寿命长。四是使用技术合理能够充分发挥钎头的潜力。
西方国家各厂商为了利润,很重视钎头几何结构、材质、制造工艺和使用技术方面的任何一个细节,千方百计获敢专利,不断促进产品更新,以改善竞争地位。我们于社会主义更应有这种技术上精益求精的精神。如果能在上述几个方面认真下功夫,迎头赶上去,不但钎头的胀裤问题得以根本消除,我国钎头在量、品种方面进入世界先进水平的行列也是指日可待的。

相关资讯

暂无数据







