



21
2025
-
04
TL-3型铣刨截齿的研制及在坚硬路面的施工应用
随着我国经济建设的飞速发展,高等级公路的兴建及城镇旧的公路交通网的改造已成为各级政府关注的焦点之一。近几年来,许多市政建设部门和有实力的公路建设施工单位,陆续引进了一批国外先进的施工机械设备,大大提高了我国公路施工的机械化程度与效率。

随着我国经济建设的飞速发展,高等级公路的兴建及城镇旧的公路交通网的改造已成为各级政府关注的焦点之一。近几年来,许多市政建设部门和有实力的公路建设施工单位,陆续引进了一批国外先进的施工机械设备,大大提高了我国公路施工的机械化程度与效率。与此同时,价格昂贵的进口配件及刀具,又成了制约施工机械满负荷运行的“瓶颈”。加速大批量消耗性刀具--铣刨截齿的国产化,是摆在我国公路建设管理、科研及施工单位面前的重要课题,也是迅速降低施工成本、创造更大的社会和经济效益的必由之路。
1. 国内外铣刨机具的发展现状
欧美等发达国家的道路施工,已全面实现机械与自动化。从大型的施工机械到大批量消耗性刀具,均已形成了较为完整的系列。
在公路施工机械方面,以德国沃特根公司(WIRTEGENINC)为代表,已开发生产了包括路基开挖、路面铣刨、沥青铺设及水泥整平等主要道路施工机械。我国北京、上海、天津及江浙两省近几年引进的多台,Wirtegen2000型全自动公路铣刨机,在京珠、沪宁沪蓉等高速公路建设中,均发挥了重要作用。
在截齿领域,美国凯南迈特公司(KENNA-METALINC)已开发生产了适用于不同路基开挖、沥青路面铣刨、水泥路面铣刨的专用刀具。我国目前公路建设及旧的城镇交通网改造施工中,大都使用进口刀具,生产成本居高不下,并且供货周期不能保证与施工同步,影响了施工机械的满负荷运行。
我国公路施工机械的研发、生产尚处于起步阶段,并且以小型机械为主。在截齿领域,近几年包括株洲东方工具厂、武穴长江工具厂、成都探矿机械厂、中国地质大学(武汉)飞龙钎具厂和武汉三龙钻采机具有限责任公司在内的一些钎具专业制造厂商已开始研发,并且生产出了部分替代进口产品。但由于材质、机加工水平及焊接热处理工艺方面的不足,与进口截齿的使用寿命相比,尚有一定差距,而且品种单一,未能形成系列。
2.T-3型公路铣刨截齿的设计与制造工艺
2.1 工作原理及设计准则
公路铣刨机是通过安装上铣刨截齿的滚轮的高速旋转,利用高频率的旋转冲击力,达到破碎道路表面岩土或沥青、水泥路面。以Wirtegen2000型铣刨机为例其转速高达2300r/min。这就要求镶配的铣刨截齿在设计上,需满足以下条件:(1)硬质合金必须具有足够的耐磨性及较高的韧性配合;(2)钢体部分经热处理后具有较好的韧性与强度;(3)钎焊工艺可靠确保焊接固齿质量;(4)弹簧卡圈与刀座的配合尺寸及强度须符合高频冲击要求。
2.2 选材及加工工艺
2.2.1 选材
根据截齿的设计准则,结合我们在小直径钎头生产及使用中的经验,在合金选用方面,我们优选了株洲硬质合金厂YKO5牌号其性能指标如表1。

表1YK05 硬质合金的机械能
在钢体材料选择方面,24SiMnNi2CrMoA钢能适应广泛的施工条件。但我们针对长江大桥的具体作业条件,选用了质价比更具竞争力的贝氏体超高强度钢40MnMoV。该钢种具有良好的淬透性和可焊性。在感应加热钎焊后空冷或控制风冷,可得到复相的贝氏体或马氏体维织,硬度可在HRC35~55范围调节,一般可控制在HRC38~43之间。40MnMoV钢的等温转变曲线及端淬曲线见图1、图2,该钢Ac3=803℃,正火状态具有良好的综合机械性能,且价格较廉。
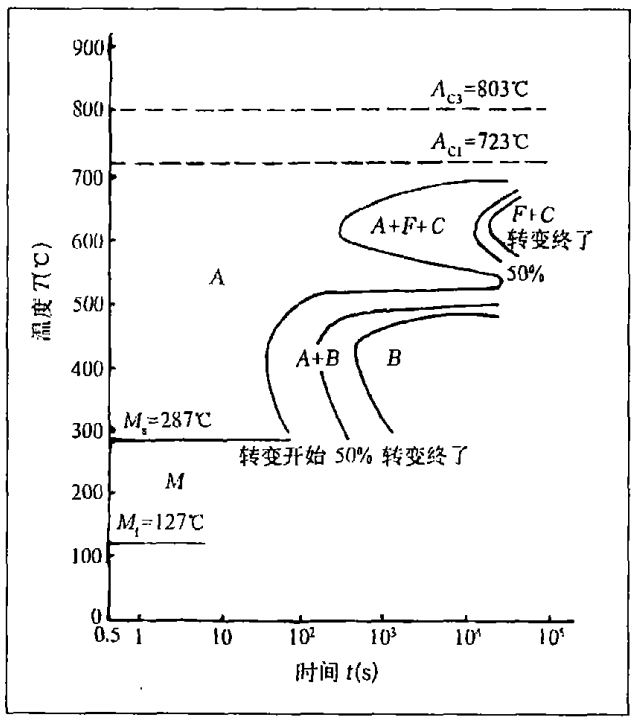
图1 40MnMoV钢的等温转变曲线
图1中:(1)原始状态 正火。奥氏体化:900℃,10min,晶粒度<10;(2)等温转变曲线 热膨胀法、磁性法初测,金相法终测;(3)等温转变曲线、端曲线用钢成分(%) C-0.40,Si-0.74,Mn-1.72,Mo- 0.49,V-0.15,Cu-0.10,Cr-0.12。
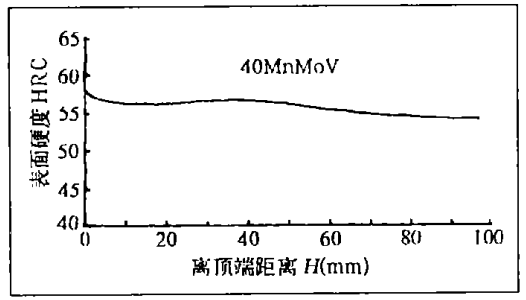
图2 40MnMoV钢的端淬曲线
良好的焊接材料是形成坚韧焊缝的基础。HL-3型截齿选用了武汉铜材和湖南“三一”集团生产的铜基801焊料(Cu58%,Zn35%,Mn4%,Co3%)或镍钴锰黄铜焊料(Cu49%,Zn41.6%,Ni9%,Mn0.2%,Co0.2%),以及银基304 (相当于日本BAg-6)、315(相当于日本BAg-3)焊料,并配用了相应的焊剂。
2.2.2加工工艺
TL-3型铣刨截齿几何结构示意如图3。其加工工艺流程如下:
备料→平头定长→基体粗车→数控精车外形→齿孔加工→超音频沉底式感应钎焊固齿及热处理→弹簧卡圈冲压→装配表面处理→成品
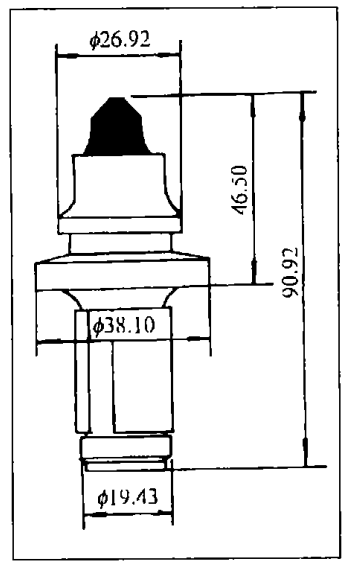
图3 T-3型铣刨截齿几何结构示意图
3.TL-3型铣刨截齿的应用效果
3.1 工程概况
武汉长江大桥路面改造工程项目是武汉市2002年市政建设重点工程,总投资3000万元,整个工程从大桥路面中间分段,分别由武昌区、汉阳区市政部门组织施工。其中汉阳段的路面铣刨工程由上海沪宁实业有限公司承担,该工程2002年8月10日开工,9月19日竣工通车。“整容"后的大桥“减负”2000t,改善了武汉市市容和交通滞堵现象。
3.2 施工条件
路面状况:极坚硬沥青、混凝土结构。施工机械:德国Wengen2000型铣刨机,主刀盘直径∅800mm,转速2300r/min。
3.3试验结果
TL-3型公路截齿与同类美国凯南迈特公司C3KBF型截齿的使用效果比较,详见表2和图4。
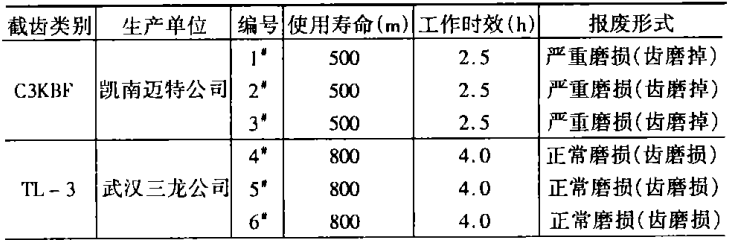
表2 国产HL-3型截齿与进口C3KBF型截齿使用效果比较

图4 国产HL-3型截齿与进口C3KBF型截齿工况比较
其中C3KBF型截齿工作2.5h,滚轮铣刨破碎宽800mm、长500m的水泥路面后,各截齿已严重磨损全部更换。I-3型截齿继续工作到4h,铣刨破碎800m路面后,才正常磨损更换。图4下排左侧第1支HL-3型截齿,是铁创路面100m时的损状态。
4.结束语
通过T-3型铣刨截齿的研发及现场工业试验考核,我们取得了宝贵的经验。所提供的试验截齿,受到了施工单位的好评,使我们更加坚信,在以往常规钎具生产的基础上,完全可以生产出满足公路施工需求的各类型截齿,并且可根据用户的不同要求,在保证工程质量的同时,降低生产成本,替代进口产品,提高社会经济效益。
同时,我们也应看到,公路截齿的国产化、系列化和标准化,需要硬质合金、钢铁、焊接材料以及钎具生产企业和科研机构的全面配合,通力协作,尚有许多工作需要继续共同努力。由于专业水平所限,不足之处敬请各位专家和同行指正。
相关资讯

暂无数据







